官方网站 - 官网")
官方网站 - 官网") 0531-826-62321
0531-826-62321 
 全国服务热线
全国服务热线星空体育app下载官网RTO技术和RCO技术是VOCs(挥发性有机化合物)治理技术,是目前应用较广、治理效果好、运行稳定、成本较低的成熟性技术。RTO和RCO它们的原理是什么,有哪些技术特点,它们之间又有什么区别呢?下面就由山东光焱环保科技有限公司来给大家解答一下。
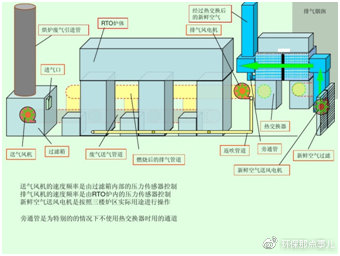
RTO,是指蓄热式热氧化技术,英文为“Regenerative Thermal Oxidizer”。RTO蓄热式热氧化回收热量采用一种新的非稳态热传递方式,原理是把有机废气加热到760℃以上使废气中的VOC氧化分解成CO2和H2O。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此蓄热用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。RTO技术适用于处理中低浓度(100-3500mg/m3)废气,分解效率为95%-99%。
其原理是把有机废气加热到760摄氏度以上,使废气中的VOC在氧化分解成二氧化碳和水。氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。陶瓷蓄热体应分成两个(含两个)以上的区或室,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入部分已处理合格的洁净排气对该蓄热室进行清扫(以保证VOC去除率在95%以上),只有待清扫完成后才能进入“蓄热”程序。在国内外被广泛地用于涂装工艺的烘炉废气处理,以及化工电子等其他行业的同类废气处理。适应废气:中低浓度100~3500mg/m3 ,分解效率:95%--99%。
技术特点:生产排出的有机废气经过蓄热陶瓷的加热后,温度迅速提升,在炉膛内燃气燃烧加热作用下,温度达到800℃,有机废气中的VOC在此高温下直接分解成二氧化碳和水蒸气,形成无味的高温烟气,然后流经温度低的蓄热陶瓷,大量热能即从烟气中转移至蓄热体,用来加热下一次循环的待分解有机废气,高温烟气的自身温度大幅度下降,再经过热回收系统和其他介质发生热交换,烟气温度进一步降低,最后排至室外大气。

RCO,是指蓄热式催化燃烧法,英文为“Regenerative Catalytic Oxidation Oxidition”。RCO蓄热式催化燃烧法作用原理是:第一步是催化剂对VOC分子的吸附,提高了反应物的浓度,第二步是催化氧化阶段降低反应的活化能,提高了反应速率。借助催化剂可使有机废气在较低的起燃温度下,发生无氧燃烧,分解成CO2和H2O放出大量的热,与直接燃烧相比,具有起燃温度低,能耗小的特点,某些情况下达到起燃温度后无需外界供热,反应温度在250-400℃。
催化燃烧是在催化剂的作用下,使有机废气中的碳氢化合物在温度较低的条件下实现对有机物的完全氧化,迅速氧化成水和二氧化碳,达到治理的目的。因此,能耗小,操作简单,安全,净化效率高,在有机废气特别是回收价值不大的有机废气净化方面,如化工、印刷、喷漆、绝缘材料、漆包线、涂料生产等行业应用较广。
2.当VOC浓度达到450ppm时,不需要额外的燃料消耗,如VOC浓度更高,还可进行二次预热回收而大大降低生产成本。
RCO是一种新的催化技术,它具有RTO高效回收能量的特点和催化反应的低温工作的优点,将催化剂置于蓄热材料的顶部,来使净化达到最优,其热回收率高达95%。RCO系统性能优良的关键是使用专用的、浸渍在鞍状或是蜂窝状陶瓷上的贵金属或过渡金属催化剂,氧化发生在250-500℃低温,既降低了燃料消耗,又降低了设备造价。现在,有的国家已经开始使用RCO技术取代RCO 进行有机废气的净化处理,很多RTO设备也已经开始转变成RCO,这样可以消减操作费用达33%-50%。经反应后,有毒的HC化合物转化为无毒的CO2 和H2O,从而使污染得到治理。
RCO反应温度一般在 300~500℃,热损失小,所需的能耗低;而RTO反应温度一般在800~1000℃(个别资料提到反应温度760℃,但需增加反应停留时间),热损失大,所需的能耗高。
RTO的反应温度比较高,会将空气中的氮气部分转化为NOx,并且这一转化率随着温度的提高、停留时间的延长会迅速提升,RCO不会生成NOx。
1)一套20万m3/h处理量的RTO设备,其NOx排放量约等于一台35t/h的燃煤流化床锅炉。
2)在 930℃时,在空气气氛下,N2和O2反应生成的热力型NOx平衡浓度可以达到210ppm(265mg/m3),如果停留时间足够长,生成的NOx还会进一步增加。
3)《蓄热燃烧法工业有机废气治理工程技术规范》5.5.1一般规定:在一般规定中,对治理工程处理后可达到的排放水平以及净化设备运行过程中的环境保护要求、监测要求等进行了原则性的规定。关于净化系统产生的二次污染物的控制在规范6.4中进行了规定。在此,需要指出的是,RTO处理为高温燃烧,在此过程中,有可能会生成NOx,需要对其净化予以考虑,具体排放要求执行国家或地方的相关排放标准。
RCO技术作为VOCs治理的主流技术,也是目前能够实现VOCs达标排放的成熟技术。但许多业主,甚至环保从业人员,对催化氧化过程中是否生成二噁英顾虑重重,尤其碰到废气中含有卤素、芳烃等物质时,在选用催化氧化技术时就会更加慎重。其实,用催化氧化技术处理VOCs废气,基本不同担心生成二噁英,如果催化剂配伍当中配置分解二噁英催化剂,就更不用担心二噁英问题。
二噁英又称二噁因,属于氯代三环芳烃类化合物,是由200多种异构体、同系物等组成的混合体。其毒性比氯化钾、砒霜强得多。是非常稳定又难以分解的一级致癌物质。二噁英中毒性最强的是2,3,7,8-四氯二苯并二噁英,其化学结构式为:
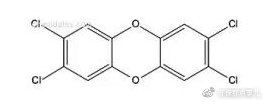
二噁英英文缩写为TCDD,主要来自垃圾焚烧、农药及含氯有机物的高温分解或不完全燃烧。含有氯仿、氯甲烷、氯乙烷等低碳氯代烃的有机废气在催化氧化过程中不会产生二噁英。其理由是:(1)催化氧化的稳定较低,在 400-600℃之间。(2)催化氧化的机理与直接燃烧(热力)燃烧不同。它是反应物分子(包括氧分子)被吸附在催化剂的活性中心上得到活化、解离、重组、脱附,主要的过程都在催化剂表面上完成,受催化剂表面结构控制。(3)低碳氯代烃浓度很低,氧很丰裕的情况下,C-O、H-O、H-Cl结合的活性远大于 C-C、C-Cl 的结合。一个碳,两个碳的小分子,连接成氯代三环芳烃类结构是不大可能的。
(1)含高浓度氯代烃,贫氧(氧不足),高温。如垃圾焚烧:垃圾中往往含有氯的塑料制品;燃烧物的中间易处于贫O2层。高浓度、贫O2是必要条件。高温裂解属自由基反应机理,C-C 键容易连接起来。(2)如果废物或废气中含有氯代苯类等,浓度比较高,在贫O2条件下,不完全分解,易生成二噁英。
从上述二噁英的定义、生成机理、催化氧化反应机理等分析可知,用催化氧化技术对VOCs进行治理,不必担心二噁英的问题。如果催化剂配伍中配置了分解二噁英的催化剂,废气出口二噁英的达标就更有保证!
RTO技术在处理含氯废气时会产生二噁英。如果要消除处理后废气中的二噁英,需要在二燃室将废气加热到>1100℃,停留时间>2s,然后采用急冷技术,将废气温度从600℃迅速降温至150℃以下,这个时间不能超过2s,从而破坏二恶英再度生成的温度区间,消除二噁英。
处理同样规模的有机废气,设备配置水平相同,应用RCO技术投资低于应用RTO技术的投资,一般为RTO技术投资的80%。有人认为,RCO技术相比RTO技术,多了价格高昂的催化剂,为什么反而投资低?原因如下:
RCO因为反应温度低,与外界热量交换比较少,热损失小,需要补充的外加热源相应就比较小,因此运行费用低。
综上所述,RTO技术存在的问题是严重的二次污染,同时存在投资大、运行费用高、风险高等问题。2019年7月1日实施的《制药工业大气污染物排放标准》(GB 37823—2019)、 《涂料、油墨及胶粘剂工业大气污染物排放标准》(GB37824-2019)、《挥发性有机物无组织排放控制标准》(GB37822-2019)等,均正式提出了高温产生氮氧化物的问题、含氯废气产生二噁英的问题等。
上述标准的正式实施,极大地限制了RTO的应用范围,RCO技术的优势得以凸显。相信随着整个社会对废气治理的关注、认知的提高,RCO将会在越来越多的废气治理领域发挥作用。
“环境保护,废气治理”相信是很多企业目前最头疼的问题,山东光焱环保期望通过本文关于RTO和RCO技术内容的介绍,为日后企业废气治理、提高空气质量,提供宝贵的建议。
